การทำงานประสานกันด้วย Function PLC LINK
การทำงานประสานกันด้วย Function PLC LINK

Function PLC LINK
PLC Link คือ การเชื่อมต่อ PLC หลายๆ ตัว ให้ทำงานประสานกัน เมื่อ PLC ตัวใดตัวหนึ่งทำงาน
PLC ตัวอื่นที่เชื่อมต่อกันก็จะทำงานตามไปด้วย สามารถนำไปใช้ควบคุมเครื่องจักรหลายๆตัว ที่ใช้ PLC
ในการควบคุมให้ทำงานประสานกันมีเงื่อนไขที่ต่อเนื่องกัน ทำให้ง่ายต่อการใช้ PLC ควบคุม
ช่วยลดขั้นตอนและระยะเวลาในการทำงาน
PLC Link ใช้ Protocol MEWNET-W0 ผ่าน Communication RS-485
และสามารถนำ PLC มาทำ PLC Link เชื่อมต่อกันได้สูงสุด 16 ตัว
การทำ PLC Link ใน PLC Panasonic สามารถทำได้ทุกรุ่น โดยใช้ PLC รุ่นเดียวกัน หรือใช้ PLC
ต่างรุ่นกันก็สามารถทำได้ เพียงแค่ต่อสาย Port Communication RS-485 ที่ PLC ของแต่ละเครื่องและตั้งค่าให้ถูกต้อง
โดยไม่ต้องเขียน Ladder ก็สามารถใช้งาน PLC Link ได้เลย
หมายเหตุ:ถ้าหาก PLC ที่ใช้อยู่มี Port Communication เป็น RS-232 ก็สามารถใช้ PLC Link ได้ แต่ต้องมีตัวแปลงสัญญาณที่เรียกว่า Converter ที่แปลงจาก RS-232 ให้เป็น RS-485
การทำงานของ PLC Link มี 2 แบบ คือ
1.Link relays เรียกว่า เป็นการเชื่อมต่อสถานะการทำงานของ relays เรียกว่า L เปรียบเสมือน Ladder

เมื่อสั่งให้ L0 ใน PLC ตัวที่ 1 ON จะทำให้ L0 ใน PLC ตัวอื่นๆ ON ตามไปด้วย การทำงานนี้จะสั่งแค่ PLC ตัวที่ 1 เพียงตัวเดียว
ซึ่งในการใช้งานสามารถสั่งจากตัวไหนก็ได้
ค่าที่ต้องกำหนดในการทำ Link relays
- กำหนดขนาดของ link relay ทั้งหมด
- กำหนดจุดเริ่มต้นของ link relays ให้เริ่มต้นที่ L ที่เท่าไหร่
- กำหนดจำนวนในการใช้ link relays จะใช้กี่ตัว
- กำหนดหมายเลขลำดับของตัว PLC เป็นตัวที่เท่าไหร่
2.Link data registers เป็นการเชื่อมต่อการทำงานของค่า Link data registers เรียกว่า LD
เปรียบเสมือนค่า Data register หรือ DT
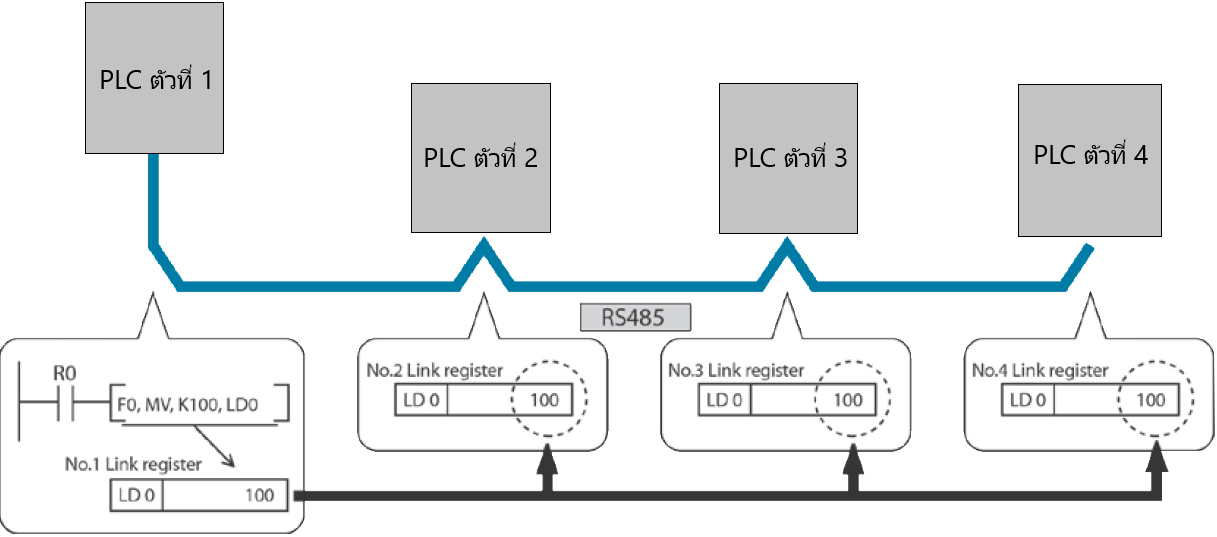
เมื่อค่า LD0 ใน PLC ตัวที่ 1 เป็น 100 จะทำให้ ค่า LD0 ใน PLC ตัวอื่นๆ มีค่าเป็น 100 ตามไปด้วย
การทำงานนี้จะสั่งแค่ PLC ตัวที่ 1 เพียงตัวเดียว ส่วน PLC ตัวอื่นๆ จะรอรับค่าซึ่งในการใช้งานสามารถสั่งจากตัวไหนก็ได้
ค่าที่ต้องกำหนดในการทำ Link data registers
1. กำหนดขนาดของ link data register ทั้งหมด
2. กำหนดจุดเริ่มต้นของ link data register ให้เริ่มต้นที่ LD ที่เท่าไหร่
3. กำหนดจำนวนในการใช้ link data register จะใช้กี่ตัว
4. กำหนดหมายเลขลำดับของตัว PLC เป็นตัวที่เท่าไหร่
การทำงานของ PLC Link
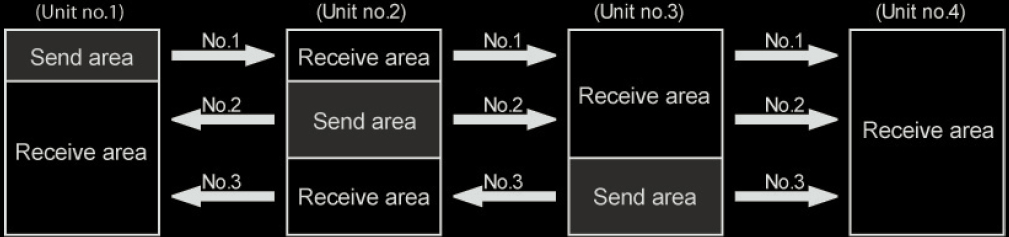
จากภาพด้านบนสามารถกำหนดให้ PLC แต่ละตัวเป็นได้ทั้งตัวส่งข้อมูลและตัวรับข้อมูล หรือเป็นตัวรับข้อมูลเพียงอย่างเดียวก็ได้
ส่วนที่ทำการส่งข้อมูลเรียกว่า Send area และส่วนที่ทำการรับข้อมูลเรียกว่า Receive area
สนใจสินค้า หรือสอบถามรายละเอียดเพิ่มเติม
E-mail : [email protected]
โทร : 086-340-2467 / 085-911-7119 (ผู้เชี่ยวชาญผลิตภัณฑ์)
แสงชัยมิเตอร์ ตัวแทนจำหน่ายสินค้า Panasonic และ SUNX sensor อย่างเป็นทางการในประเทศไทย
Sang Chai Meter co., Ltd., the authorized distributor of Panasonic and Sunx sensors in Thailand.
パナソニック サンクス センサー タイ 代理店



